- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


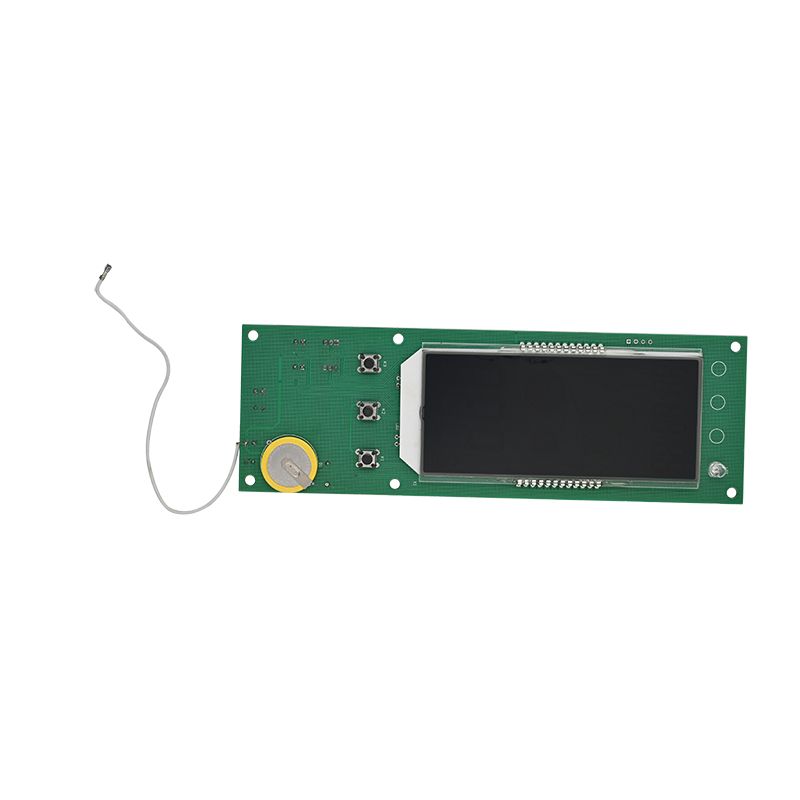
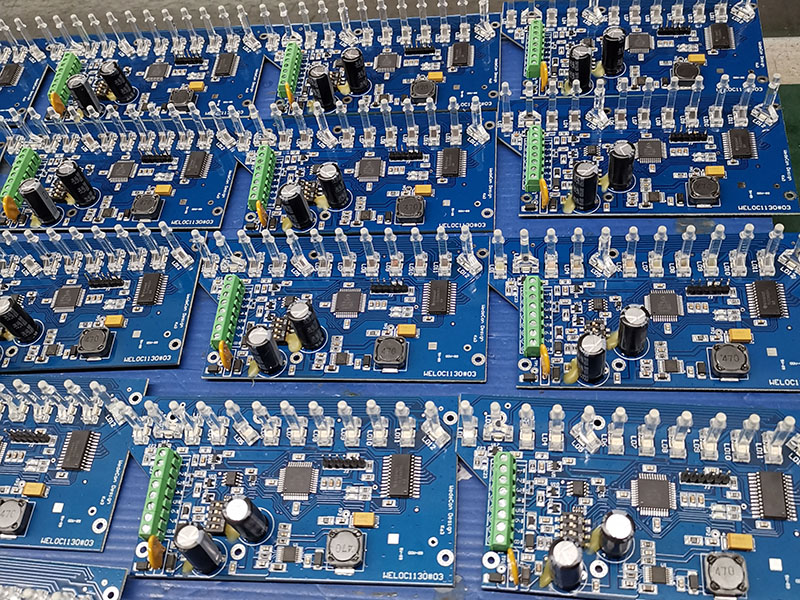
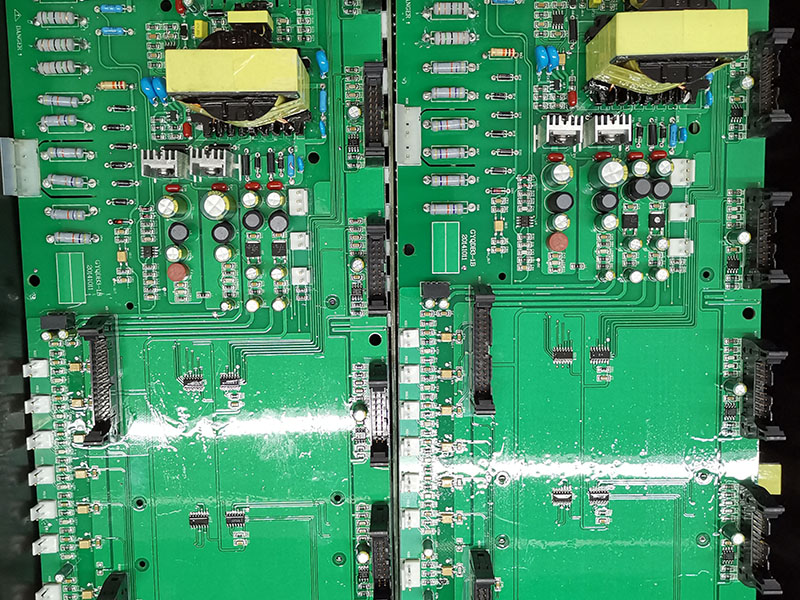
klimaanlegg PCBA
Unixplore Electronics er et kinesisk selskap som har fokusert på å lage og produsere førsteklasses klimaanlegg PCBA siden 2008. Vi har sertifiseringer til ISO9001:2015 og IPC-610E PCB monteringsstandarder.
Modell:UE-205
Send forespørsel
produktbeskrivelse
Hvordan forbedre førstegangshastigheten for SMT-loddeprosessen for PCBA for klimaanlegg
Unixplore Electronics har vært forpliktet til utvikling og produksjon av høy kvalitetKlimaanlegg PCBA i form av OEM- og ODM-type siden 2011.
For å forbedre førstegangshastigheten for SMT-lodding for klimaanleggs PCBA, det vil si for å forbedre loddingskvaliteten og -ytelsen, bør du vurdere følgende:
Optimaliser prosessparametre:Sett passende prosessparametere for SMT-utstyr, inkludert temperatur, hastighet og trykk, for å sikre en stabil og pålitelig loddeprosess og unngå loddefeil forårsaket av varme eller hastighet.
Sjekk utstyrsstatus:Inspiser og vedlikehold SMT-utstyr regelmessig for å sikre normal og stabil drift. Bytt ut aldrende komponenter umiddelbart for å sikre normal drift av utstyret.
Optimaliser komponentplassering:Når du designer SMT-monteringsprosessen, plasser komponenter rasjonelt, med tanke på avstanden og orienteringen mellom komponentene for å redusere interferens og feil under loddeprosessen for klimaanleggets PCBA.
Nøyaktig komponentplassering:Sørg for nøyaktig komponentplassering og -posisjonering, bruk passende mengder loddepasta og SMT-utstyr for presis lodding.
Forbedre opplæring av ansatte:Sett passende prosessparametere for SMT-utstyr, inkludert temperatur, hastighet og trykk, for å sikre en stabil og pålitelig loddeprosess og unngå loddefeil forårsaket av varme eller hastighet.
Streng kvalitetskontroll:Introduser strenge kvalitetskontrollstandarder og -prosesser, overvåk og inspiser loddekvaliteten grundig, og identifiser, juster og korriger problemer umiddelbart.
Kontinuerlig forbedring:Analyser jevnlig kvalitetsproblemer og årsaker til defekter under sveiseprosessen, implementer kontinuerlige forbedringer, optimaliser prosesser og prosedyrer, og øk loddeutbytte og produktkvalitet.
Ved å vurdere og implementere de ovennevnte tiltakene grundig, kan utbyttet av SMT-lodding for Air Conditioner PCBA effektivt forbedres, noe som sikrer stabiliteten og påliteligheten til loddekvalitet og produktkvalitet.
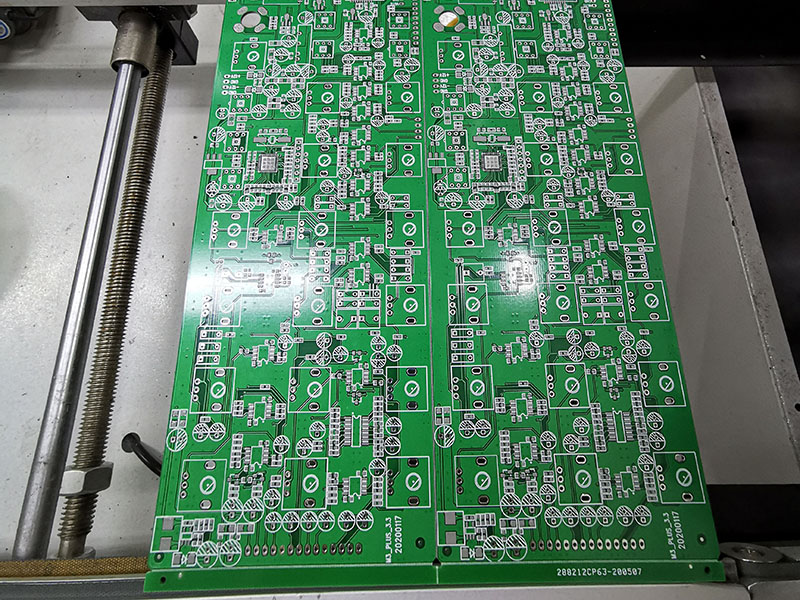
Air Conditioner PCBA Produksjon
* Gerber-fil og stykkliste levert av klienten
* Bare PCB produsert, komponenter kjøpt av oss
* PCB-fabrikasjon med deler ferdig montert
* 100 % funksjonstestet OK før forsendelse
* RoHS-kompatibel, blyfri produksjonsprosess
* Rask levering, med uavhengig ESD-pakke
* One-stop elektronisk produksjonstjeneste for PCB-design, PCB-layout, PCB-produksjon, komponentanskaffelse, PCB SMT og DIP-montering, IC-programmering, funksjonstest, pakking og levering
* Bare PCB produsert, komponenter kjøpt av oss
* PCB-fabrikasjon med deler ferdig montert
* 100 % funksjonstestet OK før forsendelse
* RoHS-kompatibel, blyfri produksjonsprosess
* Rask levering, med uavhengig ESD-pakke
* One-stop elektronisk produksjonstjeneste for PCB-design, PCB-layout, PCB-produksjon, komponentanskaffelse, PCB SMT og DIP-montering, IC-programmering, funksjonstest, pakking og levering
Unixplore PCB- og PCB-monteringsevne
| Parameter | Evne |
| செயலாக்க கட்டணம் | பயனுள்ள விலை பேச்சுவார்த்தை |
| Monteringstype | Gjennomgående hull (THT), overflatemontering (SMT), blandet (THT+SMT) |
| Minimum komponentstørrelse | 0201(01005 Metrikk) |
| Maksimal komponentstørrelse | 2,0 tommer x 2,0 tommer x 0,4 tommer (50 mm x 50 mm x 10 mm) |
| Komponentpakketyper | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP, etc. |
| Minimum putestigning | Automatisert optisk inspeksjon (AOI), røntgen, visuell inspeksjon |
| Minimum sporbredde | 0,10 mm (4 mil) |
| Minimum sporklaring | 0,10 mm (4 mil) |
| Minimum borstørrelse | 0,15 mm (6 mil) |
| Maksimal brettstørrelse | 18 tommer x 24 tommer (457 mm x 610 mm) |
| Bretttykkelse | 0,0078 tommer (0,2 mm) til 0,236 tommer (6 mm) |
| Bordmateriale | CEM-3, FR-2, FR-4, High-Tg, HDI, Aluminium, High Frequency, FPC, Rigid-Flex, Rogers, etc. |
| Overflatefinish | OSP, HASL, Flash Gold, ENIG, Gold Finger, etc. |
| Loddepasta type | Blyholdig eller blyfri |
| Kobber tykkelse | 0,5 OZ – 5 OZ |
| Monteringsprosess | Reflow Lodding, Wave Loding, Manuell Lodding |
| Inspeksjonsmetoder | Automatisert optisk inspeksjon (AOI), røntgen, visuell inspeksjon |
| Testmetoder internt | Funksjonstest, sondetest, aldringstest, høy- og lavtemperaturtest |
| Omløpstid | Prøvetaking: 24 timer til 7 dager, masseløp: 10 - 30 dager |
| PCB-monteringsstandarder | ISO9001:2015; ROHS, UL 94V0, IPC-610E klasse ll |
Unixplore verdiøkende EMS-tjeneste
● IC-forprogrammeringstjeneste med fil i formatetHEX,ELFogBIN.
● Air Conditioner PCBA Funksjonell testarmatur tilpasset i henhold til kundens testkrav
● Eskebyggingstjeneste inkludert plast- og metallkasseform og produksjon av deler
● Konformt belegg inkludert selektivt lakkbelegg, epoksyharpiksinnstøping
● Ledningsnett og kabelmontering
● Ferdig produktmontering inkludert boks, skjerm, membranbryter, merking og tilpasset kartong- eller detaljemballasje.
● Ulike tredjepartstester for PCBA er tilgjengelig på forespørsel
● Produktsertifiseringshjelp
● Air Conditioner PCBA Funksjonell testarmatur tilpasset i henhold til kundens testkrav
● Eskebyggingstjeneste inkludert plast- og metallkasseform og produksjon av deler
● Konformt belegg inkludert selektivt lakkbelegg, epoksyharpiksinnstøping
● Ledningsnett og kabelmontering
● Ferdig produktmontering inkludert boks, skjerm, membranbryter, merking og tilpasset kartong- eller detaljemballasje.
● Ulike tredjepartstester for PCBA er tilgjengelig på forespørsel
● Produktsertifiseringshjelp
PCBA-produksjonsprosedyre
-

1.Automatisk loddepasta-utskrift
-
2.loddepasta utskrift utført
-

3.SMT velg og plass
-
4.SMT-valg og plassering er gjort
-
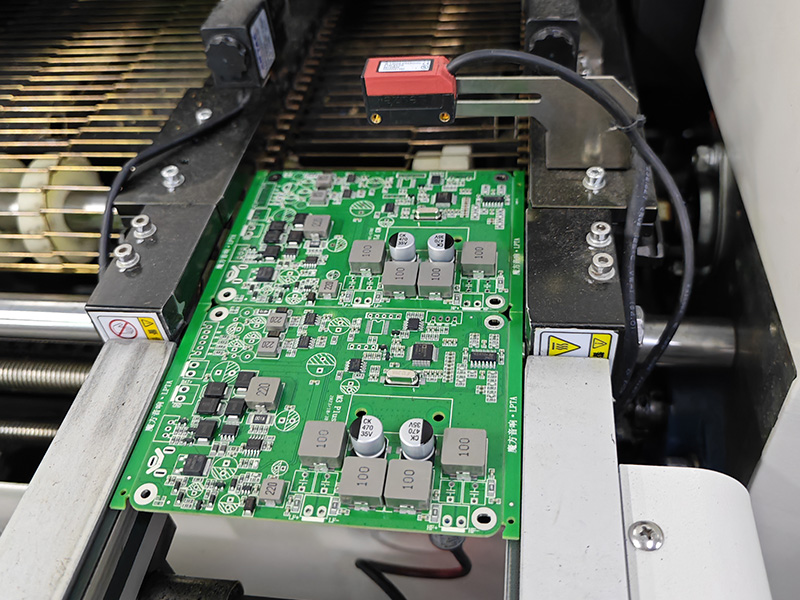
5.klar for reflow-lodding
-
6.reflow lodding utført
-
7.klar for AOI
-

8.AOI inspeksjonsprosess
-

9.Plassering av THT-komponenter
-

10.bølgeloddeprosess
-
11.THT montering ferdig
-

12.AOI Inspeksjon for THT-montering
-

13.IC-programmering
-
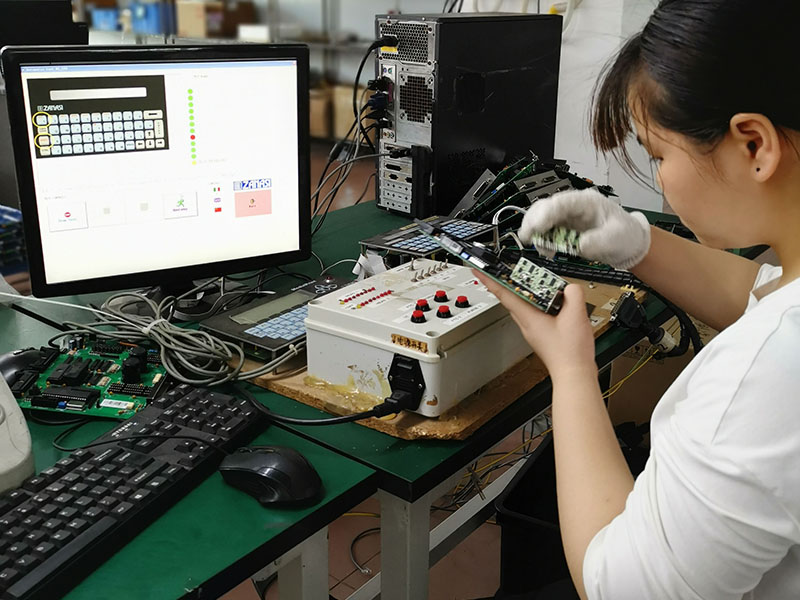
14.funksjonstest
-
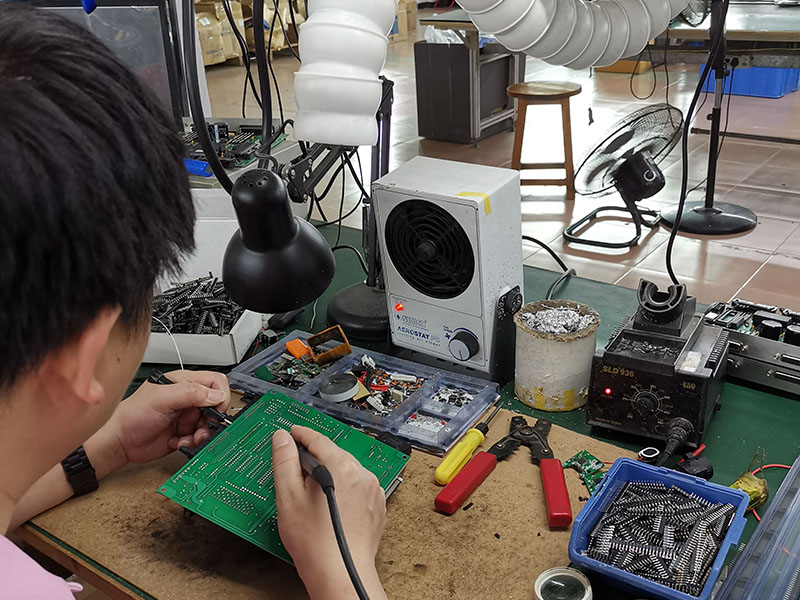
15.QC sjekk og reparer
-
16.PCBA konform belegg Prosess
-

17.ESD pakking
-

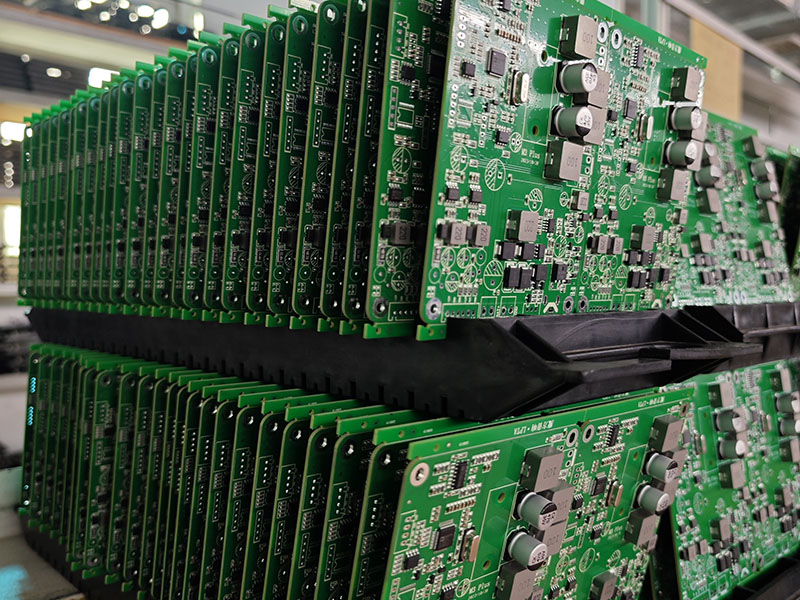
18.Klar for frakt
Emballasje
For PCBA

For ferdig produkt


Hot Tags: klimaanlegg PCBA, Kina, produsenter, leverandører, fabrikk, tilpasset, billig, kvalitet, avansert, CE, 1 års garanti, pris
Relatert kategori
PCBA for husholdningsapparater
Industriell kontroll PCBA
PCBA for bil
Forbrukerelektronikk PCBA
Medisinsk utstyr PCBA
Sikkerhetssystem PCBA
Healthcare PCBA
LED-belysning PCBA
IoT PCBA
Elektrisk hageverktøy PCBA
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.



















