- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


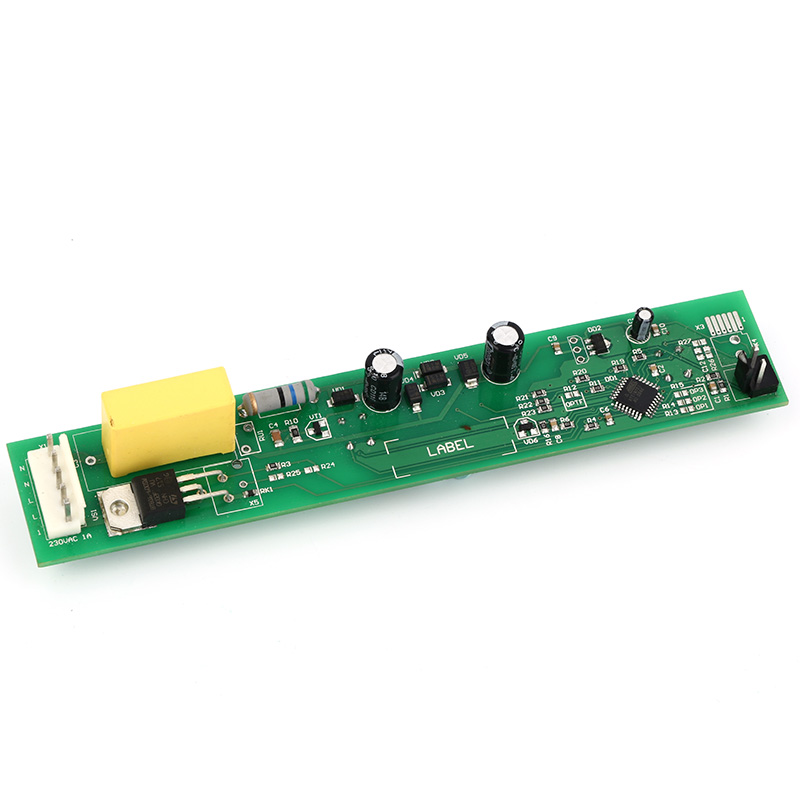
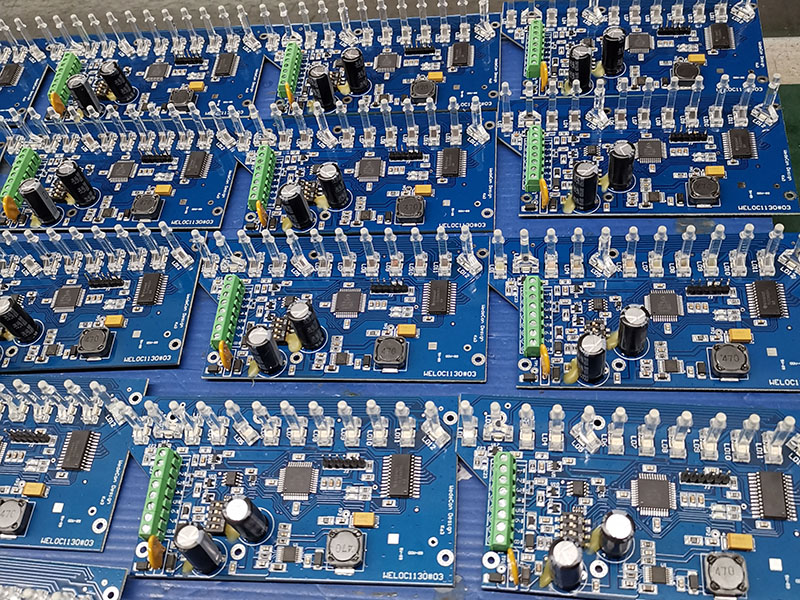
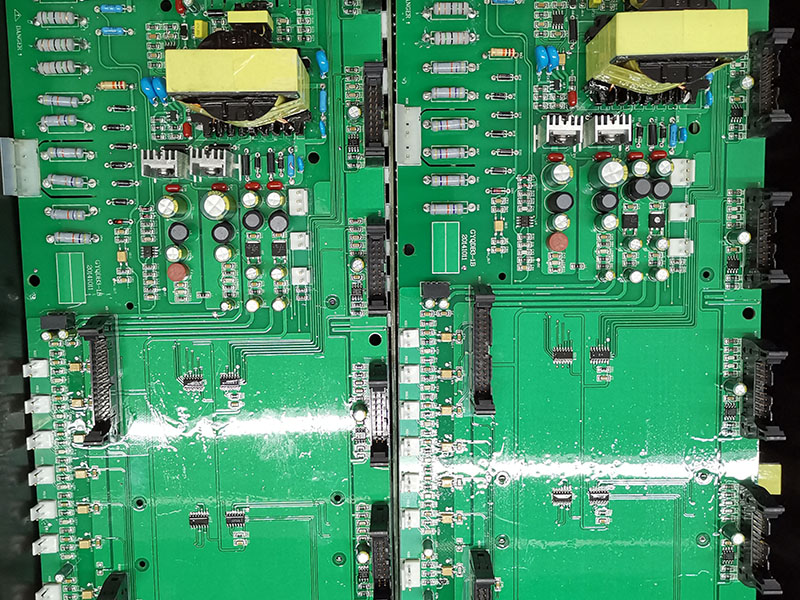
vaskemaskin PCBA
Unixplore Electronics er et kinesisk selskap som har fokusert på å lage og produsere førsteklasses vaskemaskin PCBA siden 2008. Vi har sertifiseringer til ISO9001:2015 og IPC-610E PCB monteringsstandarder.
Modell:UE-205
Send forespørsel
produktbeskrivelse
Hvordan bruke rødt lim utførelse under monteringsprosessen av vaskemaskin PCBA
Unixplore Electronics har vært forpliktet til utvikling og produksjon av høy kvalitetvaskemaskin PCBA i form av OEM- og ODM-type siden 2011.
Ved montering av vaskemaskin PCBA brukes rødt lim for å hjelpe til med å fikse og beskytte komponenter, og forbedre påliteligheten og holdbarheten til kretskortet. Følgende er de generelle trinnene for bruk av rødt lim:
Preparat:Klargjør nødvendig rødt lim og verktøy, og sørg for at arbeidsflaten er ren og ryddig.
Bestem søknadsplassering:Basert på vaskemaskinens PCBA-design og plasserings- og tilkoblingskravene til komponentene, bestemme plasseringene der rødt lim må påføres.
Påføring av rødt lim:Bruk passende verktøy (som en sprøyte eller håndapplikator), påfør eller prikk det røde limet jevnt på områdene på kretskortet som må fikses. Sørg for at det røde limet dekker området som trenger beskyttelse, men ikke påfør for mye for å unngå å påvirke den normale tilkoblingen av komponenter.
Herdende rødt lim:I henhold til herdekravene til det røde limet (vanligvis i en temperaturkontrollert ovn eller ved UV-herding), plasser vaskemaskinens PCBA i et passende miljø for å herde det røde limet. Sørg for at herdetiden og temperaturen oppfyller anbefalingene fra produsenten av rødt lim.
Opprydding:Etter at det røde limet er fullstendig herdet, rens forsiktig opp eventuelt overflødig rødt lim, og sørg for at det ikke påvirker normal drift av vaskemaskinens PCBA. Spesifikke rengjøringsmidler eller verktøy kan brukes til rengjøring.
Inspeksjon og testing:Vaskemaskinens PCBA festet med rødt lim bør inspiseres og testes for å sikre korrekte komponentforbindelser, uhindret kretsløp i vaskemaskinen, og at påføring av rødt lim ikke påvirker kretskortets ytelse.
Ved riktig bruk av rødt lim kan komponentene på vaskemaskinens PCBA effektivt festes og beskyttes, noe som forbedrer platens pålitelighet og stabilitet. Sikkerhetsregler og overholdelse av herdekrav for rødt lim må overholdes under drift for å sikre monteringskvaliteten og påliteligheten til vaskemaskinens PCBA.
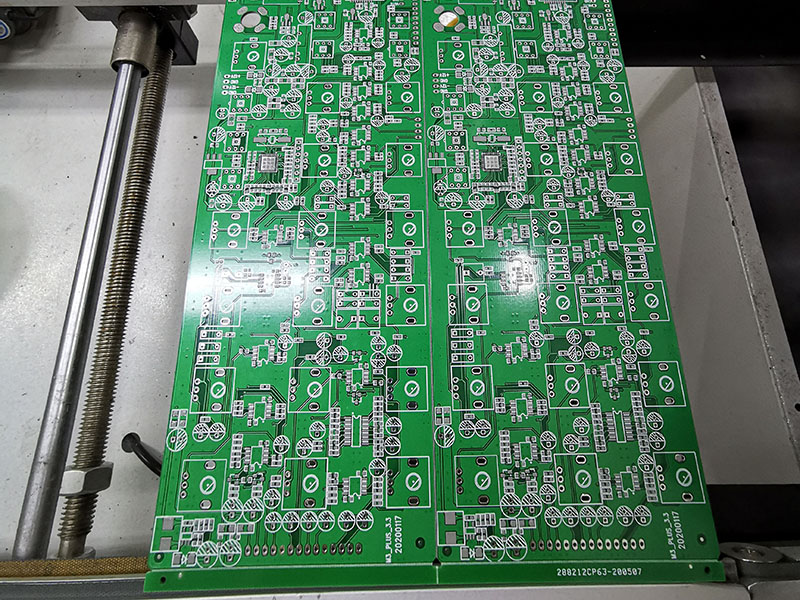
vaskemaskin PCBA Produksjon
* Gerber-fil og stykkliste levert av klienten
* Bare PCB produsert, komponenter kjøpt av oss
* PCB-fabrikasjon med deler ferdig montert
* 100 % funksjonstestet OK før forsendelse
* RoHS-kompatibel, blyfri produksjonsprosess
* Rask levering, med uavhengig ESD-pakke
* One-stop elektronisk produksjonstjeneste for PCB-design, PCB-layout, PCB-produksjon, komponentanskaffelse, PCB SMT og DIP-montering, IC-programmering, funksjonstest, pakking og levering
* Bare PCB produsert, komponenter kjøpt av oss
* PCB-fabrikasjon med deler ferdig montert
* 100 % funksjonstestet OK før forsendelse
* RoHS-kompatibel, blyfri produksjonsprosess
* Rask levering, med uavhengig ESD-pakke
* One-stop elektronisk produksjonstjeneste for PCB-design, PCB-layout, PCB-produksjon, komponentanskaffelse, PCB SMT og DIP-montering, IC-programmering, funksjonstest, pakking og levering
Unixplore PCB- og PCB-monteringsevne
| Parameter | Evne |
| செயலாக்க கட்டணம் | பயனுள்ள விலை பேச்சுவார்த்தை |
| Monteringstype | Gjennomgående hull (THT), overflatemontering (SMT), blandet (THT+SMT) |
| Minimum komponentstørrelse | 0201(01005 Metrikk) |
| Maksimal komponentstørrelse | 2,0 tommer x 2,0 tommer x 0,4 tommer (50 mm x 50 mm x 10 mm) |
| Komponentpakketyper | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP, etc. |
| Minimum putestigning | Automatisert optisk inspeksjon (AOI), røntgen, visuell inspeksjon |
| Minimum sporbredde | 0,10 mm (4 mil) |
| Minimum sporklaring | 0,10 mm (4 mil) |
| Minimum borstørrelse | 0,15 mm (6 mil) |
| Maksimal brettstørrelse | 18 tommer x 24 tommer (457 mm x 610 mm) |
| Bretttykkelse | 0,0078 tommer (0,2 mm) til 0,236 tommer (6 mm) |
| Bordmateriale | CEM-3, FR-2, FR-4, High-Tg, HDI, Aluminium, High Frequency, FPC, Rigid-Flex, Rogers, etc. |
| Overflatefinish | OSP, HASL, Flash Gold, ENIG, Gold Finger, etc. |
| Loddepasta type | Blyholdig eller blyfri |
| Kobber tykkelse | 0,5 OZ – 5 OZ |
| Monteringsprosess | Reflow Lodding, Wave Loding, Manuell Lodding |
| Inspeksjonsmetoder | Automatisert optisk inspeksjon (AOI), røntgen, visuell inspeksjon |
| Testmetoder internt | Funksjonstest, sondetest, aldringstest, høy- og lavtemperaturtest |
| Omløpstid | Prøvetaking: 24 timer til 7 dager, masseløp: 10 - 30 dager |
| PCB-monteringsstandarder | ISO9001:2015; ROHS, UL 94V0, IPC-610E klasse ll |
Unixplore verdiøkende EMS-tjeneste
● IC-forprogrammeringstjeneste med fil i formatetHEX,ELFogBIN.
● vaskemaskin PCBA Funksjonell testarmatur tilpasset i henhold til kundens testkrav
● Eskebyggingstjeneste inkludert plast- og metallkasseform og produksjon av deler
● Konformt belegg inkludert selektivt lakkbelegg, epoksyharpiksinnstøping
● Ledningsnett og kabelmontering
● Ferdig produktmontering inkludert boks, skjerm, membranbryter, merking og tilpasset kartong- eller detaljemballasje.
● Ulike tredjepartstester for PCBA er tilgjengelig på forespørsel
● Produktsertifiseringshjelp
● vaskemaskin PCBA Funksjonell testarmatur tilpasset i henhold til kundens testkrav
● Eskebyggingstjeneste inkludert plast- og metallkasseform og produksjon av deler
● Konformt belegg inkludert selektivt lakkbelegg, epoksyharpiksinnstøping
● Ledningsnett og kabelmontering
● Ferdig produktmontering inkludert boks, skjerm, membranbryter, merking og tilpasset kartong- eller detaljemballasje.
● Ulike tredjepartstester for PCBA er tilgjengelig på forespørsel
● Produktsertifiseringshjelp
PCBA-produksjonsprosedyre
-

1.Automatisk loddepasta-utskrift
-
2.loddepasta utskrift utført
-

3.SMT velg og plass
-
4.SMT-valg og plassering er gjort
-
5.klar for reflow-lodding
-
6.reflow lodding utført
-
7.klar for AOI
-

8.AOI inspeksjonsprosess
-

9.Plassering av THT-komponenter
-

10.bølgeloddeprosess
-
11.THT montering ferdig
-

12.AOI Inspeksjon for THT-montering
-

13.IC-programmering
-
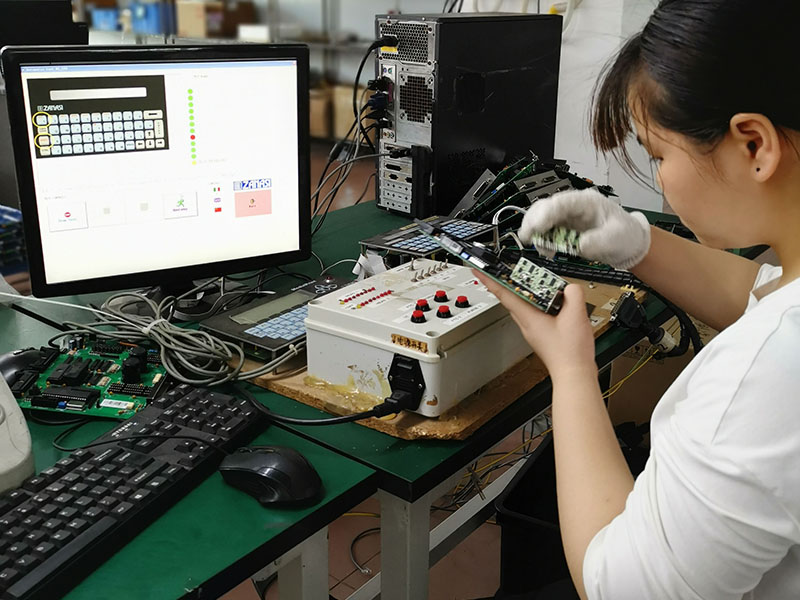
14.funksjonstest
-
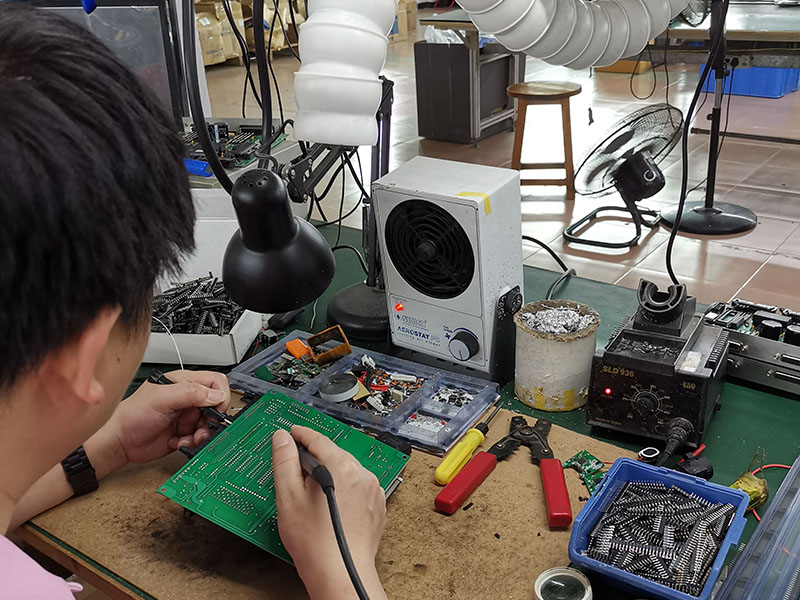
15.QC sjekk og reparer
-
16.PCBA konform belegg Prosess
-

17.ESD pakking
-

18.Klar for frakt
Emballasje
For PCBA

For ferdig produkt


Hot Tags: vaskemaskin PCBA, Kina, produsenter, leverandører, fabrikk, tilpasset, billig, kvalitet, avansert, CE, 1 års garanti, pris
Relatert kategori
PCBA for husholdningsapparater
Industriell kontroll PCBA
PCBA for bil
Forbrukerelektronikk PCBA
Medisinsk utstyr PCBA
Sikkerhetssystem PCBA
Healthcare PCBA
LED-belysning PCBA
IoT PCBA
Elektrisk hageverktøy PCBA
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.



















